


 扫码关注我们
扫码关注我们为满足我院工作需求,需针对《新能源物流车车身焊点质量在线智能监测仪》项目定制一批试样和一套在线监测系统,并完成测试服务,本着公开、公平和公正的原则,欢迎满足相应条件的供应商前来投标报价。
一、项目名称
福建省特种设备检验研究院《新能源物流车车身焊点质量在线智能监测仪》测试化验加工服务采购项目。
二、招标控制价
25万元(投标人报价超过该控制价视为无效报价)。
三、投标人资格要求
1.投标人具有相关经营范围且营业执照在有效期内。(营业执照相关经营范围需包含其中一项:机械工程研究服务、技术服务、技术开发、无损检测工程服务)
2.投标人为中小企业。
四、评标方式
参与投标报价的供应商视为完全满足本采购公告所有要求,以最低评标价法进行评标。如出现相同最低报价,开标现场将通过电话联系最低报价投标人2次询价。如第一中标人出现废标情况,则推荐排名第二的投标人为中标人。
备注:投标人应将投标文件分为资格文件及报价文件,并各自单独密封包装。开标现场分为资格审查和价格评标阶段,招标人先审核投标人资格(查看资格文件),如投标人资格审核不通过,则不进入价格评标阶段(查看报价文件)。
五、招标内容及相关要求
(一)项目概况及需求
1.项目概况
(1)针对《新能源物流车车身焊点质量在线智能监测仪》项目定制一批试样和一套在线监测系统,并完成电阻点焊工艺与质量评估技术研究测试服务。
(2)交货时间:合同签订后9个月交货。(验收及验收未通过的整改时间均包含在周期时间内)
2.项目需求
(1)以乘用车常用材料镀锌钢板钢为试验对象以1.0mm板厚的点焊质量为研究对象,结合该车身投产初期生产过程当中点焊存在的质量问题,进行点焊过程多种工艺因素研究分析,协助形成一套电阻点焊质量监测与评价方法。进行不同工艺条件下的点焊工艺试验和体现焊点质量相关的力学与材料试验(点焊实验件切割,打磨与抛光,断口检测,拉伸测试);获得1mm+1mm板厚组合的最佳点焊工艺参数,研究其工艺对拉伸强度及疲劳强度等影响。
(2)在焊接工艺试验中,监测其焊接过程参数,完成点焊工艺参数电信号采集与分析子系统制作加工,研究工艺参数变化对监测信号的影响,提取与焊接质量相关的关键信号点。
(3)基于统计分析理论,采用统计分析方法建立工艺信号与质量之间的关系,通过点焊过程温度场信号仿真与试验进行分析对比,实现1mm+1mm组板厚组合的点焊质量评估。
(二)具体要求
1.加工电阻点焊试样,要求试件材料以研究对象企业的生产材料一致,选用1.0mm板厚板材,完成焊缝的拉伸强度测试。
加工金属试验件与拉伸试验件,并通过点焊机加工点焊试验件,如图1点焊试样,在点焊工艺后,进行拉伸试验,拉伸试样见图2,拉伸试验夹具见图3。通过拉伸试验获得焊接工艺参数对拉伸强度的影响,确定焊接电流、电极压力、焊接时间等与拉伸屈服强度的关系曲线。拉伸试验应满足GB/T 19785最新标准。其中点焊工艺试样500套以上,拉伸试样500套以上。
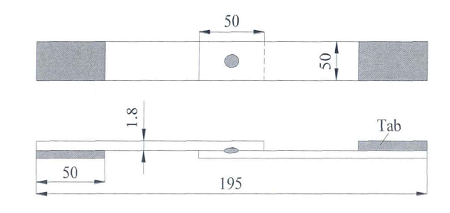
图1 点焊试样
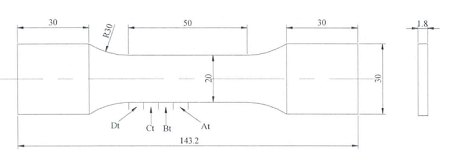
图2 拉伸试样(用于获得焊点屈服强度)
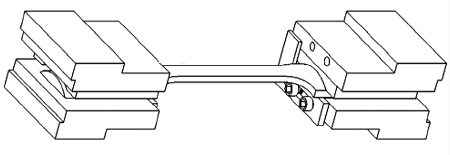
图3 拉伸试验夹具
2.在电阻点焊试样基础上,完成焊点的疲劳寿命、疲劳强度测试
通过拉伸试验获得焊接工艺参数对疲劳强度的影响,确定焊接电流、电极压力、焊接时间等与疲劳强度的关系曲线。疲劳试验应满足GB/T 26077最新标准和点焊疲劳试验ISO 14324最新标准。
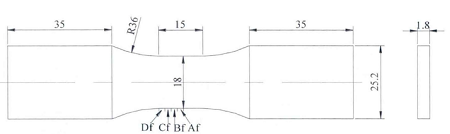
图4 疲劳试样形状尺寸(用于获得疲劳强度或疲劳寿命)
3.加工电阻点焊在线监测系统,监测焊接电流、电极间电压、焊接时间或焊接过程能量值等与焊接工艺相匹配的焊接电参数信号采集系统。
(1)传感器:可联接电流信号传感器采集焊接电流,通过隔离放大模块的设计,获得电极间电压,同步采集焊接时间等参数。
1)通过电流传感器/电压传感器判断焊接是否开始。
2)通过声光报警判断焊接参数是否错误。
(2)主体结构
灵活式分体式结构,内置专用监测电路与采集电路装置,可通过控制箱集中控制。整体结构采用上下式壳体+配套挡板+配套螺丝,尺寸不大于50cm*20cm*10cm,设计加工尺寸如下图也可按招标人实际设计需求进行调整。
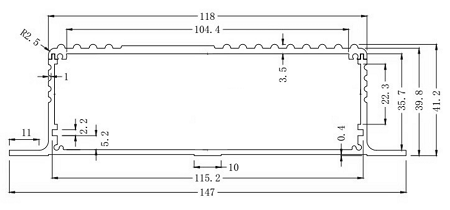
图5 主体结构图
(3)其他机械零部件
在不影响监测系统可靠性情况下,设计相应的电路壳体、插头、传感器固定于焊枪的结构等用于安装与保护监测系统硬件结构。
(4)安装方式:螺纹接口固定,预留固定孔,可与工业电脑背板固定安装。
(5)运行方式:通过软件触发启动。
(6)信号监测软件开发
1)实时捕捉焊接电流信号,并显示其信号波形,图像显示方式如下图。
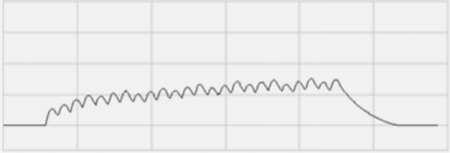
图6 图像显示方式
2)计算焊接电流的有效值,电流监测范围:100A~30KA。
3)计算焊接通电时间,监测范围:1~99CYC。
4)自动识别多电脉冲焊接,并计算相应的电流有效值、通电时间及冷却时间。
5)以柱状图的形式显示最近数十个焊点焊接电流的有效值,以及报警公差带。
6)对电极的焊接点数进行记录,用户可以设置电极焊接点数的限值,当记录的电极焊接点数大于该限值时,系统进行报警,提示用户对电极进行打磨修整。
7)提供焊接工艺信息的预设功能,用户可以把相关焊接工件的编号及属性、焊接工艺规范参数及其允许的范围、焊接设备型号及属性等信息,预先存入编号为1~10的参数库内。
8)提供快速、高效的数据库查询功能,用户根据需要,可以十分便捷地对数据库内存储的历史记录进行查询、浏览和分析。
9)软件启动后,实现加载监测软件主界面,监测软件进入准备状态。点击监测软件左上角按钮区的“退出”按钮则关闭监测软件。
10)通过监测软件主界面,用户可以进行参数编辑、系统设定、焊接信息查询及电极焊接点数清零等操作。
(7)技术验证:电流监测小于误差10%,焊接周波监测误差小于10%。
(8) 软件开发环境语言:C++语言编程或.NET或JAVA。
(9)运行环境要求:在平台上运行windows。
4.配合招标人点焊质量评估系统的集成
通过第3点的信号采集,采集乘用车生产过程中的焊接参数500套以上,并对数据进行分析处理,协助甲方完成点焊质量评估系统的集成。
(三)相关要求
1.中标人不得将本项目进行分包或转包,如发现经查实,招标人有权单方解除合同并要求中标人支付合同金额50%的违约金。对招标人造成损失的,中标人需支付相应的赔偿。
2.样机测试后中标人有义务完成招标人提出的合理改进需求,试样、监测系统的设计加工和现场测试方面未尽事宜以项目研发最终需求为准。
3.本招标文件未明确的其它约定事项或条款,待招标人与中标人签订合同时,由双方协商订立。
六、知识产权要求
1.配合申请相关知识产权,项目的知识产权归招标人所有。
2.中标人提供给招标人与项目有关的全部产品应不存在知识产权纠纷。
七、保密条款
中标人及其工作人员有义务对招标人提供的科研项目信息以及服务过程中知悉的信息保密,不得泄露给外界,除非招标人准许,并且出示书面证明,否则中标人及其工作人员不得将招标人的任何信息以文件或其他任何方式泄露给第三方。
八、验收方式
1.项目完成供货并开展现场测试研究后,中标人申请验收。由招标人组织相关人员进行验收,验收组将核对中标人所提供与本项目有关的实验方案、技术方案等技术成果及论文报告等学术成果资料,形成验收是否通过的结论;
2.若验收结论为不通过,验收组须向中标人说明不合格理由(不合格理由不能说明的,视为验收通过),中标人须根据不合格理由进行整改,整改完毕后,再向招标人提出验收申请,再次执行第1点所述的验收流程;再次执行验收流程所产生的一切费用由中标人承担。
九、违约情况
1.中标人若无法响应招标文件的所有要求,招标人有权取消合同,中标人需赔偿招标人相应损失。
2.中标人如未能按时交货且通过验收的,工期每延误1个日历日即扣除合同金额的1%,总扣款不超过合同总额的30%。如扣款金额达到合同金额30%,则招标人有权解除合同,中标人需赔偿招标人相应损失。
3.项目实施过程中存在招标人或不可抗力的原因造成工期延误,中标人应书面提交材料与招标人进行确认,确认的时间不计入中标人延误时间。
十、付款方式
中标人通过验收合格后,中标人向招标人出具实际支付金额的增值税发票,招标人在收到中标人准确无误的发票后15个工作日内支付。
十一、投标文件必须包含的内容
1.资格文件
(1)营业执照(复印件加盖公章、原件备查)。
(2)本项目为专门面向中小企业,投标人需提供中小企业声明函(与附件1保持一致,加盖公章)。未提供中小企业声明函的,视为不符合投标人资格要求。若虚假响应的,予以废标处理。
2.报价文件
投标人针对本项目的报价单(报价单格式、内容等应与附件2一致,加盖公章)。
十二、投标截止时间及投标文件递交地点
1.报价文件截止时间:2022年12月29日9:00(北京时间)
2.报价文件递交地点:福建省特种设备检验研究院办公室
地址:福州市仓山区卢滨路370号1201室 邮编:350008
3.联系人:何女士 联系电话:0591-88700573
4.监督电话:0591-87808884
投标人应在投标截止时间之前将密封盖章的投标文件送达福建省特种设备检验研究院(并注明单位名称、联系人及联系电话。投标文件必须写明投标项目名称,不建议采用快递寄送的方式,如采用快递寄送则后果自行承担),逾期送达的或不符合规定的投标文件将被拒绝接受或当做废标处理。
附件:
在投标程中,如遇到问题,可通过特检廉政建设社会监督平台向我们反映,省特检院监察室将第一时间同您联系,欢迎公众对我院招标采购工作进行监督。具体操作步骤如下:
1、通过微信扫码,进入特检廉政建设社会监督平台;
2、请勾选参与的项目,并对我院的采购招标工作进行评价;
3、如有投诉或举证材料,可点击附件上传,并务必留下您的联系方式,以便我们第一时间联系核查。

 闽公网安备:35010402351481 | 技术支持:福州掌控软件开发有限公司
闽公网安备:35010402351481 | 技术支持:福州掌控软件开发有限公司

